


產品目錄

山東鑫泰鑫智能裝備有限公司
聯(lián)系人:張經理
手機:18053606011
E-mail:306880061@qq.com
地址:山東省諸城市高新園蘆河大道北段路西2617號
蒸壓釜快開門安全聯(lián)鎖技術要求
發(fā)布時間:2022-10-20 人氣:3038 來源:山東鑫泰鑫壓力容器生產廠家
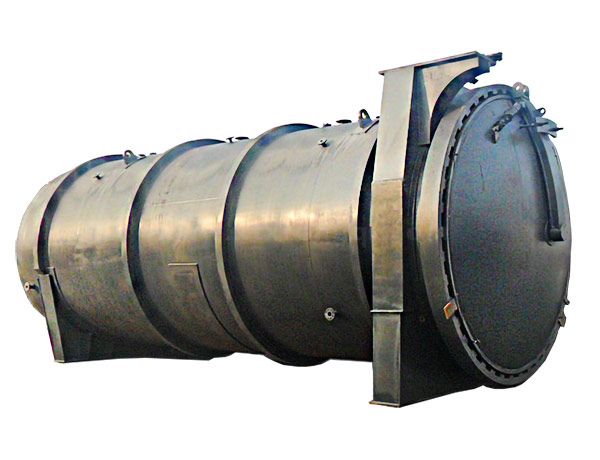
蒸壓釜快開門安全聯(lián)鎖是強制性的安全聯(lián)鎖裝置,不僅要求其帶有該裝置還要求功能以及技術要求要達到規(guī)定要求,不同設備的規(guī)格需要專門的進行設計,常見的蒸壓釜快開門安全聯(lián)鎖一般適用于設計壓力≤1.6MPa,設計溫度≤204℃的鋼制蒸壓釜。
簡單來講蒸壓釜快開門安全聯(lián)鎖技術要求就是實現(xiàn)當快開門達到預定關閉部位方能升壓運行以及當設備內部壓力完全釋放方能打開快開門的功能裝置。以下為蒸壓釜快開門安全聯(lián)鎖技術要求參考。
1、安全聯(lián)鎖功能由機械聯(lián)鎖和電氣聯(lián)鎖共同完成。
2、聯(lián)鎖裝置由釜門嚙合機構、手動安全手柄聯(lián)鎖機構、嚙合齒鎖機構、開關門減速器鎖定機構、汽源鎖定機構、釜齒到位開關、密封鎖緊機構、零壓開關及電氣自動控制系統(tǒng)等機構組成。
3、釜體法蘭和釜門法蘭宜采用16Mn 鍛造加工,鍛件標準應按NB/T 47008 中的Ⅱ級質量要求,并應進行超聲波檢測,合格標準按NB/T 47013.3 中Ⅱ級規(guī)定且不得有裂紋和白點,釜齒機械加工表面應涂高溫防銹油脂。
4、釜體法蘭釜齒和釜蓋法蘭釜齒接觸面的齒根圓角半徑不少于5mm,釜門齒上應有泄氣槽。使用過程中,因釜齒變形和磨損造成實際嚙合面積減小,實際嚙合齒度應不小于安全嚙合度。
5、蒸壓釜快開門聯(lián)鎖機構固定于釜體法蘭側面,由安全手柄、半圓盤、接桿、球閥及泄汽管等組件組成,擋板側平面與半圓盤缺弧面應在同一平面上且間隙控制在4mm 以內,擋板和半圓盤板材厚度≥20mm。
6、安全手柄接桿上的限位開關信號只能反映球閥的開關狀態(tài),不能代替釜門到位開關功能,嚙合齒鎖的加工精度應滿足在嚙合齒鎖插入釜齒間后釜門齒與釜體法蘭齒實際嚙合度達到安全嚙合度的要求。
7、開關門減速器鎖定機構應受安全手柄機構與零壓開關同時聯(lián)鎖控制減速器可采用手動、電動、液動、氣動等方式,建議優(yōu)先采用手搖機械方式,開關釜門時釜門轉動限位擋板間距應為4 個釜齒長度。
8、汽源鎖定機構的閥門可采用電動閥、氣動隔膜閥、電磁閥、閥門鎖定器等,開閉動作應由電氣聯(lián)鎖回路控制,閥門應有開閉狀態(tài)指示、開度指示及限位裝置。
9、到位開關設置在釜體齒圈上,到位開關裝設位置應是一次動作信號源,即釜門關閉到安全嚙合位置時輸出信號傳遞給電氣控制系統(tǒng)。
10、升壓階段應使密封槽和外供汽源相通,在穩(wěn)壓階段,則使密封槽與釜體內腔相通,起到自緊密封作用,釜體截止閥開關狀態(tài)應與開門動作關聯(lián)。
11、密封鎖緊機構在使用期內應對蓋、孔、閥、圈、槽五個部件進行定期保養(yǎng),密封圈一旦發(fā)現(xiàn)變形、磨損、老化應立即更換,在運行中的釜門密封圈不應有泄漏。
蒸壓釜快開門安全聯(lián)鎖不允許進行改造,使用廠家不得按自己的想法自己進行改造或者破壞使其不正常工作。
上一篇: 熱壓罐結束工作后怎么打開
下一篇: 蒸養(yǎng)釜和蒸壓釜的區(qū)別
相關產品



相關新聞
- 硫化罐使用什么材質制造 2024-09-22
- 熱風硫化罐工作原理 2024-09-22
- 硫化罐尾氣如何處理 2024-09-22
- 硫化罐申報工作介紹 2024-09-22
- 小型硫化罐應用場景有哪些 2024-09-22
- 蒸汽硫化罐設備特點介紹 2024-09-22
- 硫化罐的基本區(qū)分種類有哪些 2024-09-22
- 硫化罐的幾種開門方式介紹 2024-09-22
- 硫化罐設備有哪些特點 2024-09-22
- 硫化罐的常見配件有哪些 2024-09-22





 客服
客服